Spezifikationen
Schneidleistung
| Füllvermögen |
Stärke |
Schnittgeschwindigkeit |
| Empfohlen |
20 mm |
500 mm/min |
| |
25 mm |
250 mm/min |
| Trennschnitt (Schneiden im Handbetrieb) |
32 mm |
125 mm/min |
| Lochstechen*
|
16 mm |
|
*Lochstechleistung für manuelles oder mechanisiertes Schneiden mit programmierbarer Brennerhöhensteuerung.
Fugenhobeln mit maximalem Entfernen
| Füllvermögen |
Metallentfernungsrate |
Rillenprofil |
| Typisches Fugenhobeln |
4,0 kg pro Stunde |
2,9 mm T x 6,4 mm B |
Allgemeine Spezifikationen
|
Eingangsspannungen
|
200–480 V, 1PH, 50/60 Hz
200–600 V, 3PH, 50/60 Hz
|
|
Ausgangsleistung in Kilowatt
|
9 kW
|
|
Eingangsstrom
|
200/208/240/480 V,
1PH 52/50/44/22 A bei 9 kW
200/208/240/480/600 V,
3PH 32/31/27/13/13 A bei 9 kW
|
|
Ausgangsstrom
|
20–65 A
|
|
Nennausgangsspannung
|
139 VDC
|
|
Einschaltdauer bei 104 °F
|
50 % bei 65 A, 230–600 V, 1PH/3PH
40 % bei 65 A, 200–208 V, 1PH/3PH
100 % bei 46 A, 230–600 V, 1PH/3PH
|
|
Leerlaufspannung
|
295 VDC
|
|
Abmessungen mit Griffen
|
483 mm T; 233 mm B; 430 mm H
|
|
Gewicht mit Brenner (7,6 m)
|
29 kg
|
|
Gasversorgung
|
Saubere, trockene, ölfreie Luft oder Stickstoff
|
|
Optimaler Eingangsgasdruck
|
7,6–8,3 bar
|
|
Minimaler Eingangsgasdruck
|
5,2 bar
|
|
Empfohlene Durchflussmenge für Eingangsgas
|
Schneiden: 210 I/min bei 5,9 bar
Fugenhobeln: 210 I/min bei 4,8 bar
|
|
Länge des Netzkabels
|
3 m
|
|
Stromquellen-Typ
|
Inverter (primär getaktete Stromquelle) – IGBT
|
|
Anforderung an Motor-Antriebsleistung
|
15 kW für volle Ausgangsleistung von 65 A
|
|
Zertifizierungen
|
CSA-zertifiziert für den Einsatz in Amerika und Asien, mit Ausnahme von China
|
|
Gewährleistung
|
Stromquellen haben eine Gewährleistung von drei Jahren und Brenner eine Gewährleistung von einem Jahr.
|
Standard-Konfigurationen
Im Folgenden sind die Standard-Systemkonfigurationen aufgeführt, die eine Stromquelle, einen Brenner und ein Werkstückkabel umfassen.
|
CE
|
75°-Handbrenner
|
75°- und 15°-Handbrenner
|
Langer 180°-Maschinenbrenner
|
Langer 180°-Maschinenbrenner
und 75°-Handbrenner
|
|
|
7,6 m
|
15,2 m
|
7,6 m
|
7,6 m
|
10,7 m
|
15,2 m
|
10,7 m/7,6 m
|
|
Powermax65 SYNC-Stromquellen
|
|
|
Ohne Fernstartschalter
|
Mit Fernstartschalter
|
Ohne Fernstartschalter
|
Ohne Fernstartschalter
|
Mit Fernstartschalter
|
Ohne Fernstartschalter
|
Mit
Fernstartschalter
|
|
Standard-Stromquelle
|
083356
|
083357
|
083360
|
|
|
|
|
|
|
|
Stromquelle mit CPC-Anschluss und Spannungsteiler
|
083358
|
083359
|
|
083362
|
083327
|
|
083363
|
083364
|
083365
|
|
Stromquelle mit CPC-Anschluss, Spannungsteiler und seriellem Anschluss
|
|
|
|
|
083366
|
083377
|
|
083367
|
|
Benutzerdefinierte Konfigurationen
Stromquelle, Brenner, Werkstückkabel, Einsätze und andere Komponenten auswählen
Optionen für die Stromquelle
|
|
Standard-Stromquelle
|
Stromquelle mit CPC-Anschluss und Spannungsteiler
|
Stromquelle mit CPC-Anschluss, Spannungsteiler und seriellem Anschluss
|
|
Powermax65 SYNC 400 V
|
083368
|
083369
|
083370
|
Brenneroptionen
Im Abschnitt „Brenner und Verbrauchsmaterial“ unten finden Sie Optionen für Brenner und Einsätze.
Kabeloptionen
|
Steuerkabel
|
|
Kabellänge
|
Fernstartschalter
|
CNC, Flachsteckeranschluss, geteilte Spannung
|
CNC, Flachsteckeranschluss, keine geteilte Spannung
|
CNC, D-Sub-Stecker, geteilte Spannung
|
RS-485 serielle Kommunikation, offenes Ende
|
RS-485 serielle Kommunikation, D-Sub-Stecker
|
|
7,6 m
|
128650
|
228350
|
023206
|
223048
|
223236
|
223239
|
|
15,2 m
|
128651
|
228351
|
023279
|
123896
|
223237
|
223240
|
|
22,8 m
|
128652
|
|
|
|
|
|
|
Werkstückkabel
|
|
Kabellänge
|
Handklemme
|
C-Klemme
|
Ringkabelschuh
|
| 7,6 m |
223125
|
223194
|
223200
|
|
15,2 m
|
223126
|
223195
|
223201
|
|
22,8 m
|
223033
|
223196
|
223211
|
Brenner und Verschleißteile
SmartSYNC-Brenner
SmartSYNC-Brenner verfügen über eine RFID-Funktion, die, wenn sie mit einem Hypertherm-Einsatz gekoppelt sind, mit einem Powermax SYNC-System kommunizieren, um die Stromstärke und den Prozess an der Stromquelle automatisch einzustellen. Erhältlich als manuelle, mechanisierte und robotergestützte Brenner-Konfigurationen.
|
|
Handbrenner
|
Maschinenbrenner
|
Robotergestützt/Mini
|
|
|
75°
|
15°
|
180°
|
180°
|
90°
|
45°
|
|
4,5 m
|
|
|
|
059733
|
|
|
|
7,6 m
|
059726
|
059723
|
059719
|
059734
|
059731
|
059729
|
|
10,7 m
|
|
|
059720
|
|
|
|
|
15,2 m
|
059727
|
059724
|
059721
|
059735
|
059732
|
059730
|
|
22,8 m
|
059728
|
059725
|
059722
|
|
059767
|
059766
|
|
|
Langen Brenner
|
|
|
0,6 m, 45°
|
0,6 m, 90°
|
1,2 m, 45° |
1,2 m, 90°
|
|
4,5 m
|
|
|
|
|
|
7,6 m
|
|
|
528114 |
|
|
10,7 m
|
|
|
|
|
|
15,2 m
|
528116
|
528117
|
528118
|
528119 |
|
22,8 m
|
|
|
|
|
Hypertherm-Einsätze
Die Plattform für Hypertherm-Einsatz-Verschleißteile stellt eine revolutionäre Veränderung gegenüber herkömmlichen Luftplasma-Verschleißteilen dar. Jeder einteilige Einsatz ist nach Prozess und Stromstärke optimiert, um die Leistung zu gewährleisten und gleichzeitig die zum Schneiden oder Fugenhobeln mit Plasma benötigten Teile erheblich zu vereinfachen.
Hypertherm-Einsätze für Powermax-Anlagen werden unter Einhaltung unserer hohen Standards für Qualität und Zuverlässigkeit hergestellt. Als Teil des Herstellungsprozesses wird jeder Einsatz getestet, um die ordnungsgemäße Montage und Funktion sicherzustellen. Infolgedessen können an der Spitze des Einsatzes Verbrennungsspuren vorhanden sein. Dies ist normal und kein Anzeichen für eine Beschädigung.
Schneiden mit Oberflächenkontakt und FineCut für Handbrenner
|
Hypertherm-Einsätze
|
|
Verfahren
|
Einsatz
|
|
65 A
|
428931
|
|
45 A
|
428927
|
|
FineCut® Schneiden im Handbetrieb
|
428928
|
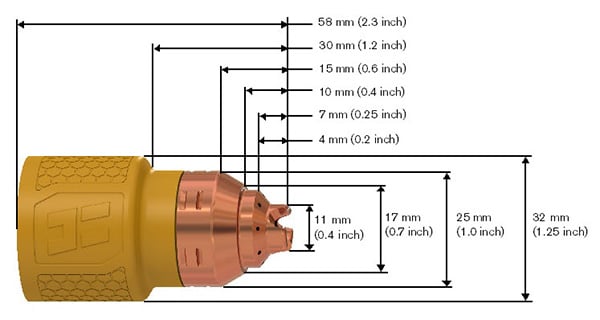
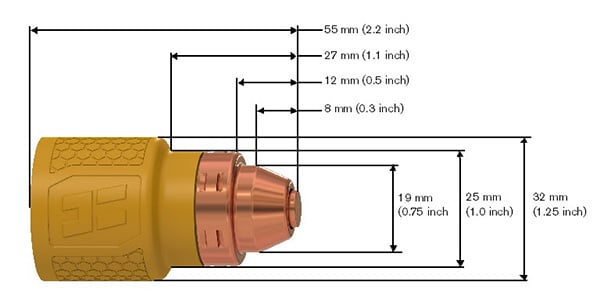
Diese Einsätze haben andere Abmessungen als die herkömmlichen Verschleißteile. Das muss bei der Verwendung von Schneidschablonen und -führungen berücksichtigt werden.
Einsatz zum Schneiden mit Oberflächenkontakt:
FineCut-Einsatz:
Mechanisiert und FineCut für Maschinenbrenner
|
Hypertherm-Einsätze
|
|
Verfahren
|
Einsatz
|
|
65 A
|
428930
|
|
45 A
|
428925
|
|
FineCut® mechanisiertes Schneiden
|
428926
|
|
Ohmscher-Ring-Set
|
428895
(enthält 3 ohmsche Ringe Nr. 420580)
|
Mechanisierte Einsätze können an Handbrennern verwendet werden, wenn ein Abstand gewünscht wird.
Fugenhobeln mit maximalem Entfernen und maximaler Kontrolle
|
Hypertherm-Einsätze
|
|
Verfahren
|
Einsatz
|
|
Fugenhobeln mit max. Entfernen 45–85 A
|
428932
|
|
Fugenhobeln mit max. Kontrolle 45–85 A
|
428933
|
FlushCut-Optionen
|
Hypertherm-Einsätze
|
|
Verfahren
|
FlushCut™
|
| 65 A |
428952
|





